{kind=link}
一、 概述
1. 為何要進行風扇測試?
在現代電子產品與設備的設計中,風扇往往是系統中最主要的噪音來源。工程師面臨的最大挑戰在於如何完美平衡「散熱冷卻效能」與「最低噪音干擾」。過大的風扇噪音不僅會降低使用者體驗,造成分心與不適,甚至在特定環境下可能引發健康問題。
此外,風扇的噪音型態極為複雜,它並非單純的純音(Pure tone),而是涵蓋廣泛頻率的複雜噪音。透過專業的聲學測試,我們能夠確切掌握設備的聲學表現(例如靜音風扇的噪音值可低至 10-20 dBA,而高效能系統風扇則落在 30-35 dBA),並精確找出產品內部的異常音源,例如扇葉鬆動造成的點擊聲(Clicking)、安裝不良導致的摩擦聲(Rubbing),或是馬達缺陷引發的電磁嗡嗡聲(Humming),以確保最終出貨品質。
2. 風扇測試的應用場景
風扇噪音測試廣泛應用於不同領域的聲學工程中:
- 消費性電子與智慧家電: 如家用智慧自動化系統、吸頂扇,甚至是如 Dyson 或 Honeywell 等塔扇產品。在此場景中,靜音設計是提升睡眠與居住舒適度的關鍵,測試重點在於不同轉速下的風量與噪音值(dBA)的權衡。
- 高效能運算與 PC 散熱系統: 包含 PC 機殼風扇與高階顯示卡散熱模組。這類測試不僅需在無限制的開放空間(Mid-air)測量基本聲學數據,還必須模擬風扇安裝於散熱排(Radiator)或防塵網(Mesh)後方的真實聲學變化,因為物理阻擋會從根本上改變風扇的聲學特性與所需轉速。
- 產線自動化品管(EOL Testing): 針對量產的微型風扇或馬達,需要在極短的時間內(如產線節拍 25 秒內),透過屏蔽箱隔絕工廠高達 80-85 dBA 的背景噪音,並利用演算法快速篩選出具有「軸承異音」或「高頻刮擦」等不良特徵的瑕疵品。
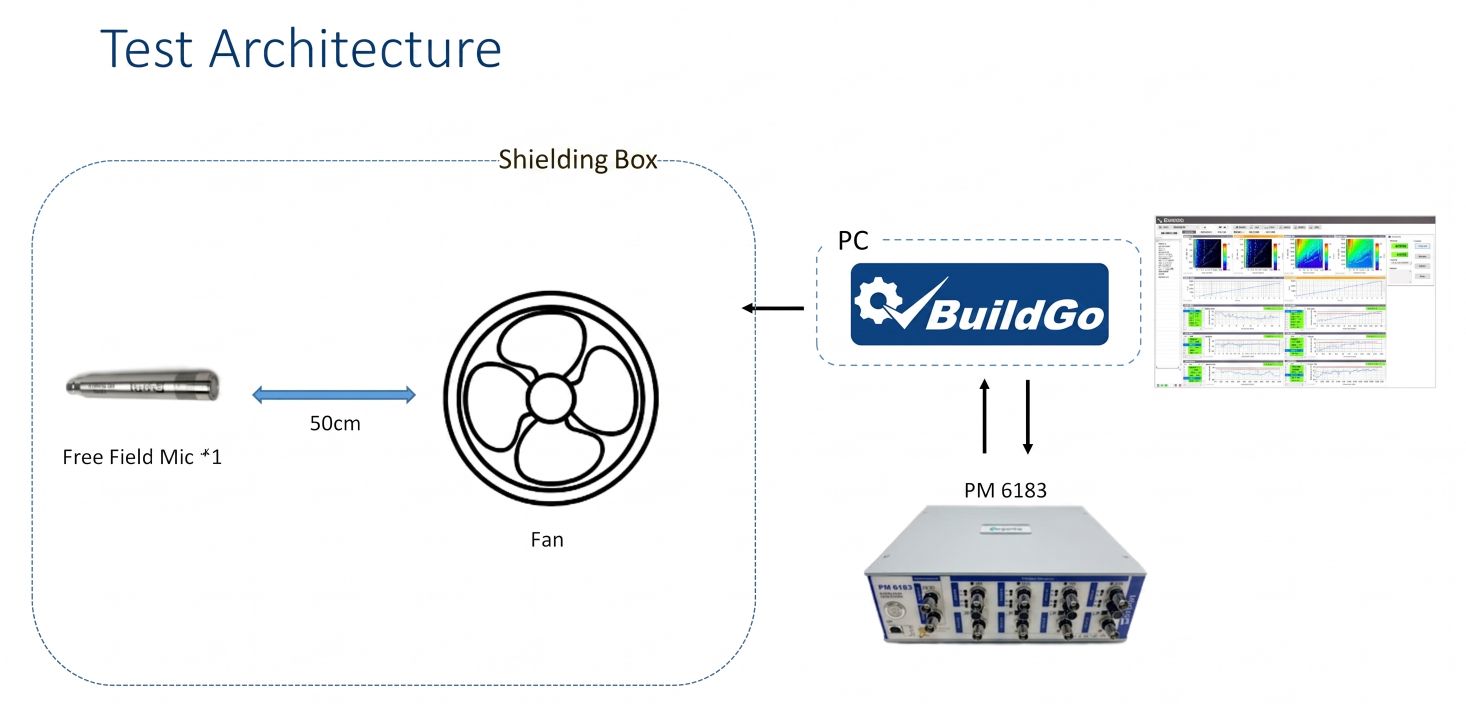
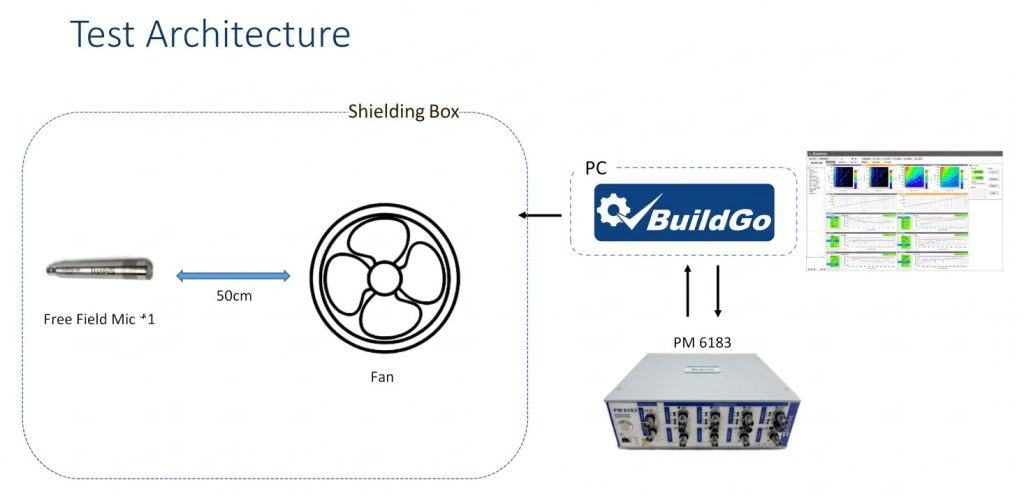
二、 測試系統架構與硬體配置
為了滿足上述的產線自動化與高精度量測需求,本系統採用 PC 控制端搭配專業屏蔽箱與採集設備進行量測,硬體配置如下:
- 聲學屏蔽箱 (MegaSig AB 70 + D 70):
- 提供純淨的測試環境,外部尺寸為 959 × 1068 × 913 mm,內部尺寸為 527 × 620 × 525 mm。
- 具備優異的隔音性能:當工廠外部環境噪音高達 70 dBA 時,箱內搭配橡膠治具的局部噪音可低至 20 dBA(標準規格為外部 80 dBA 時,內部不大於 45 dBA)。
- 同時具備射頻屏蔽能力(0.8G~2.4G 頻段隔離度達 40dB)。
- 數據擷取卡 (MegaSig PM 6183):
- 配備 8 通道輸入與 2 通道輸出。
- 提供極佳的聲學指標:在 48 kS/s 取樣率下,訊噪比 (SNR) 達 120dB,THD+N 低至 -102dB,空閒通道底噪 (Idle noise) 僅 10 uVrms。
- 自由音場量測麥克風 (MegaSig M 663 + A 802):
- 1/2 英吋自由音場麥克風,架設於距離風扇 50 公分處。
- 支援 20 kHz 頻寬與 IEPE 供電,靈敏度為 50 mV/Pa,動態範圍達 17 dB(A) 至 135 dB。
- 軟體平台 (BuildGo V 4.0.1):
- 整合 SoundExpert 演算法模組、進階訊號處理模組與 QualiSight 機器學習演算法,並支援客製化測試序列與 MES 系統整合。
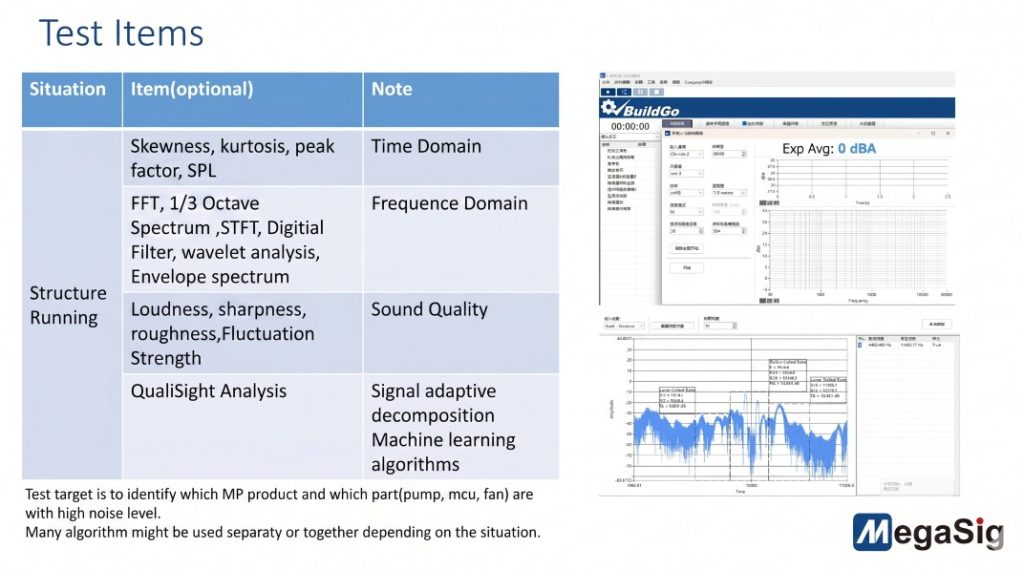
三、 核心測試項目與演算法分析
為了全面捕捉並分類風扇與馬達的各類異音,系統導入了多維度的演算法分析。
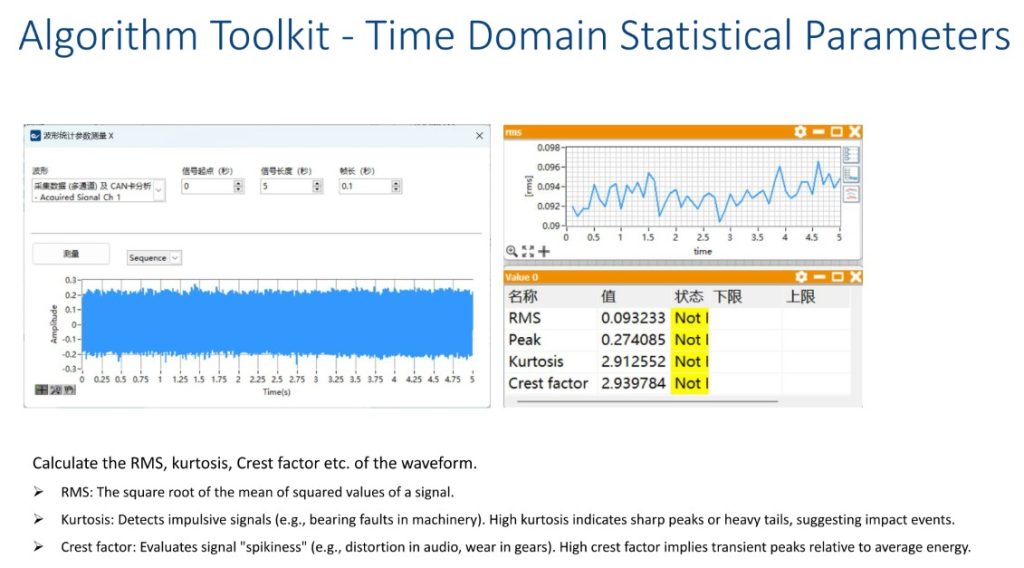
1. 時域統計參數 (Time Domain Statistical Parameters)
針對原始波形直接進行統計特徵擷取,以快速判斷結構運轉的穩定性。
- RMS (均方根值): 訊號平方平均數的平方根,反映聲音的總體平均能量。
- Kurtosis (峰度): 用於檢測脈衝訊號(例如機械軸承的故障)。高峰度代表訊號具有尖銳的峰值或重尾效應,暗示內部發生了衝擊事件。
- Crest factor (波峰因數): 評估訊號的「尖銳度」(如齒輪磨損)。高波峰因數代表相對於平均能量有極大的瞬態峰值。
2. 頻域與進階訊號處理 (Frequency Domain & Advanced Signal Processing)
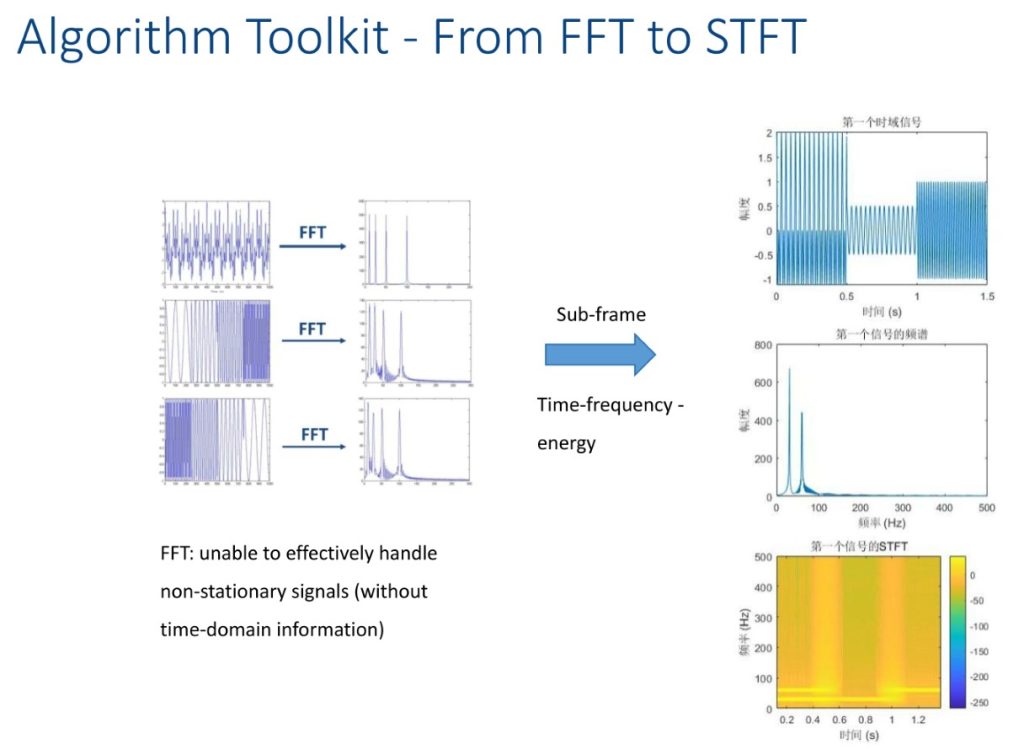
傳統的 FFT(快速傅立葉變換)無法有效處理「非穩態訊號」,因為它缺乏時間維度的資訊。為此,我們導入了進階時頻分析:
- STFT (短時距傅立葉變換): STFT 能夠提供「時間 – 頻率 – 能量」的三維子訊框資訊。透過 STFT 頻譜圖,我們能將人類主觀聽感中突發的異音,精確對應到時間軸與頻率軸上,為後續特徵提取做準備。
- 數位濾波器 (Digital Filter) 與包絡頻譜 (Envelope Spectrum): 旋轉機械的衝擊特徵通常集中在特定頻段。系統允許設計帶通濾波器(例如 7kHz – 9kHz 頻段)來過濾不必要的頻率成分,避免特徵模糊失真。隨後透過「包絡頻譜」分析,我們可以計算出每秒突發訊號變化的次數與能量(例如:精確抓出每秒 13 次的週期性敲擊特徵頻率),這與旋轉機械故障診斷的邏輯高度一致。
3. 聲品質參數 (Sound Quality Parameters)
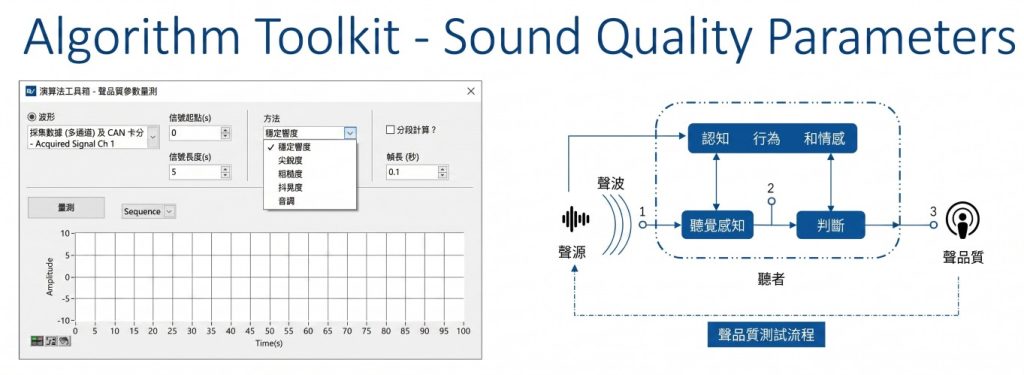
聲品質測試不單純是量測聲波的物理量,更是建立聲波與「人類聽覺感知、認知與情感」之間的關聯,研究什麼聲音會讓人感到煩躁或舒適。
- Loudness (響度): 描述人耳對聲音強度的感知。雖與聲壓級 (SPL) 相關,但並非簡單的線性關係。
- Sharpness (尖銳度): 衡量聲音的「刺耳」程度。高尖銳度的聲音會讓人感到不適,低尖銳度則較為柔和。
- Roughness (粗糙度): 衡量聲音的粗糙感,與聲音的頻率變化、調變 (Modulation) 以及波形特徵密切相關。
- Fluctuation Strength (波動度): 指低頻調變所引起的聲音振幅變化對人類聽覺感知的影響。
4. QualiSight 機器學習分析 (QualiSight Machine Learning)
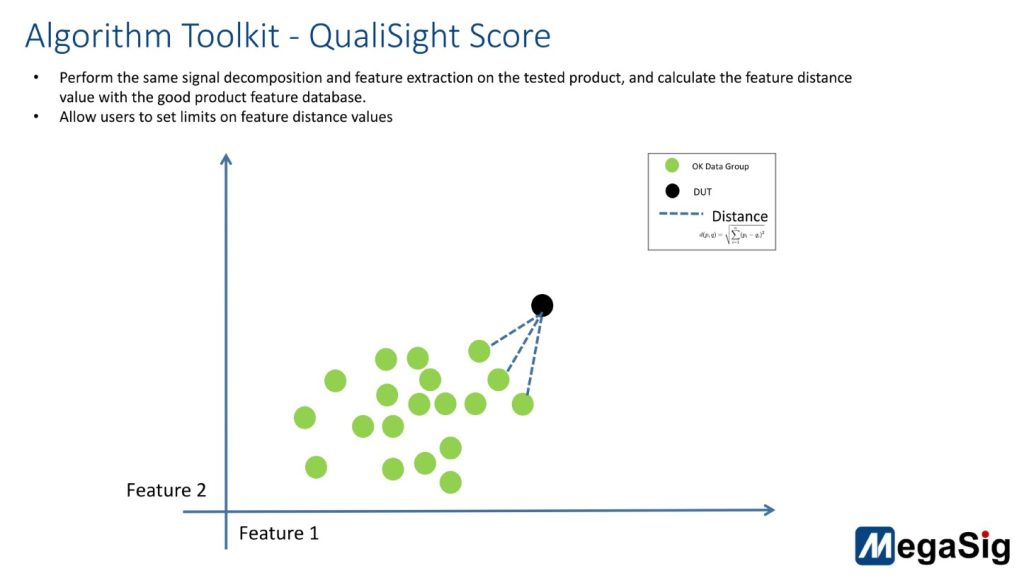
透過上述的訊號自適應分解(提取時域、頻域子特徵)後,系統將採用 QualiSight 機器學習演算法進行最終的自動化判斷:
- 建立黃金資料庫 (Golden Data Generation): 系統首先採集大量已知為「良品」的樣本,建立出一組 OK 特徵資料庫。
- 特徵距離計算 (QualiSight Score): 針對產線上的待測物 (DUT),系統會提取相同的特徵,並計算待測物特徵與 OK 資料庫群體之間的「特徵距離」。其歐式距離計算公式為:。
- 自動判定: 允許使用者針對特徵距離設定合格限值,一旦 DUT 的距離超出良品群體的容許範圍,系統即判定為不良品。
正在評估風扇噪音測試嗎?透過 MegaSig 高訊噪比的硬體與智慧化演算法的深度結合,這套測試方案將幫助您的團隊在極短的測試週期內,精準把關產品的聲學品質與出貨可靠度,歡迎隨時聯繫我們進行技術交流。