{kind=link}
I. Overview
1. Why conduct fan testing?
In the design of modern electronic products and devices, fans are often the primary source of noise in the system. One of the biggest challenges engineers face is perfectly balancing heat dissipation and cooling performance with minimal noise interference. Excessive fan noise not only reduces user experience, causing distraction and discomfort, but may even lead to health problems in certain environments.
Furthermore, fan noise patterns are extremely complex; it is not simply a pure tone, but a complex noise encompassing a wide range of frequencies. Through professional acoustic testing, we can accurately grasp the acoustic performance of the equipment (for example, the noise level of a silent fan can be as low as 10-20 dBA, while that of a high-efficiency system fan falls within 30-35 dBA), and precisely identify abnormal sound sources inside the product, such as clicking sounds caused by loose fan blades, rubbing sounds caused by improper installation, or electromagnetic humming caused by motor defects, to ensure the quality of the final product.
2. Application Scenarios of Fan Testing:
Fan noise testing is widely used in acoustic engineering across various fields:
- Consumer electronics and smart home appliances: such as home smart automation systems, ceiling fans, and even tower fans from brands like Dyson or Honeywell. In this scenario, quiet design is key to improving sleep and living comfort, and the testing focuses on the trade-off between airflow and noise level (dBA) at different speeds.
- High-performance computing and PC cooling systems: This includes PC case fans and high-end graphics card cooling modules. These tests not only require measuring basic acoustic data in an unrestricted open space (mid-air), but also simulating the actual acoustic changes when the fan is installed behind a radiator or mesh, as physical obstructions fundamentally alter the fan’s acoustic characteristics and required speed.
- Production line automation quality control (EOL Testing): For mass-produced micro fans or motors, it is necessary to isolate the background noise of the factory, which can reach 80-85 dBA, through a shielding box in a very short time (such as within 25 seconds of production line cycle), and use algorithms to quickly screen out defective products with undesirable characteristics such as “bearing noise” or “high-frequency scratching”.
II. Test System Architecture
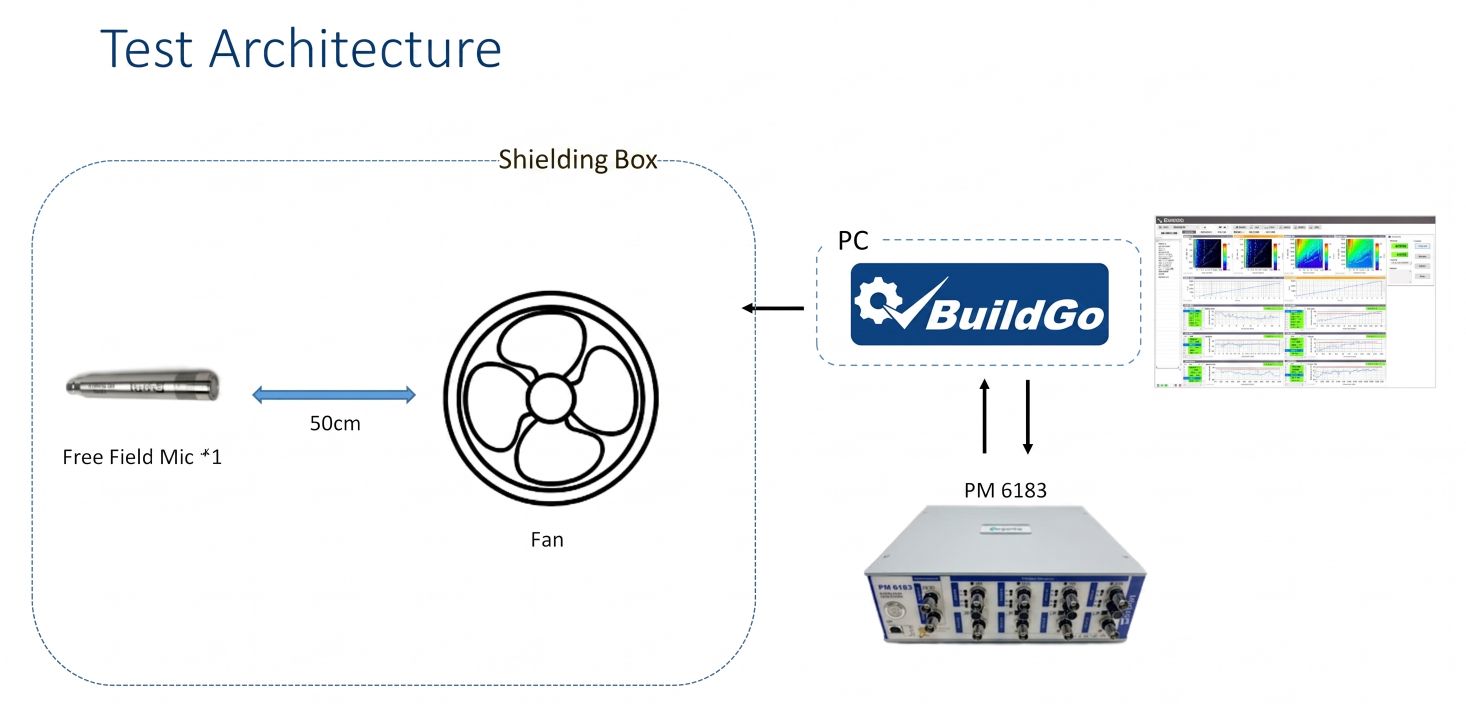
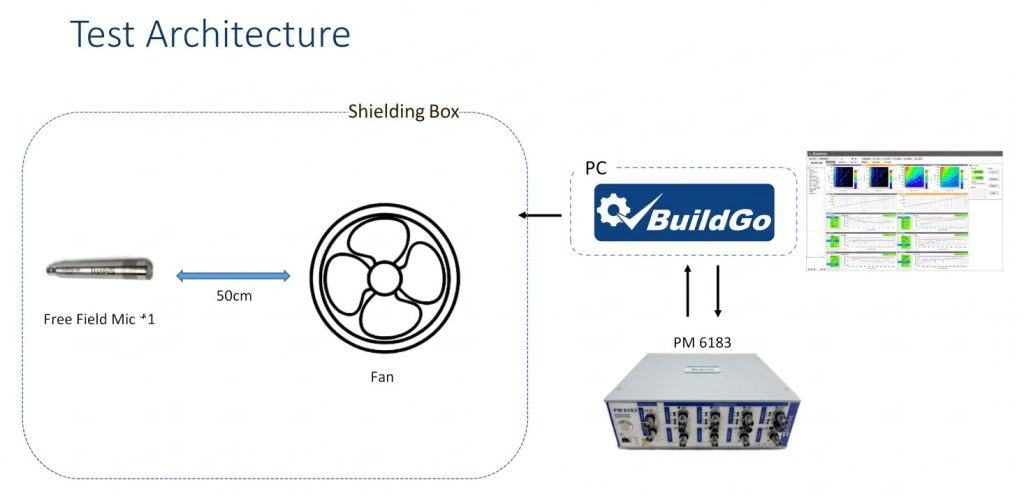
To meet the aforementioned requirements for production line automation and high-precision measurement, this system uses a PC control terminal paired with a professional shielded enclosure and data acquisition equipment for measurement. The hardware configuration is as follows:
- Acoustic shielding box (MegaSig AB 70 + D 70):
- It provides a clean testing environment, with external dimensions of 959 × 1068 × 913 mm and internal dimensions of 527 × 620 × 525 mm.
- It has excellent sound insulation performance: when the external noise of the factory is as high as 70 dBA, the local noise inside the box with rubber fixtures can be as low as 20 dBA (the standard specification is no more than 45 dBA inside when the external noise is 80 dBA).
- It also has radio frequency shielding capability (isolation of 40dB in the 0.8G~2.4G frequency band).
- Data capture card (MegaSig PM 6183):
- It features 8 input channels and 2 output channels.
- It offers excellent acoustic performance: a signal-to-noise ratio (SNR) of 120dB at a sampling rate of 48 kS/s , a THD+N as low as -102dB, and an idle noise floor of only 10 uVrms.
- Free-field sound measurement microphone (MegaSig M 663 + A 802):
- A 1/2-inch free-field microphone was mounted 50 centimeters away from the fan.
- It supports 20kHz bandwidth and IEPE power supply, has a sensitivity of 50 mV/Pa, and a dynamic range of 17 dB(A) to 135 dB.
- Software platform (BuildGo V 4.0.1):
- It integrates the SoundExpert algorithm module, advanced signal processing module, and QualiSight machine learning algorithm, and supports customized test sequences and MES system integration.
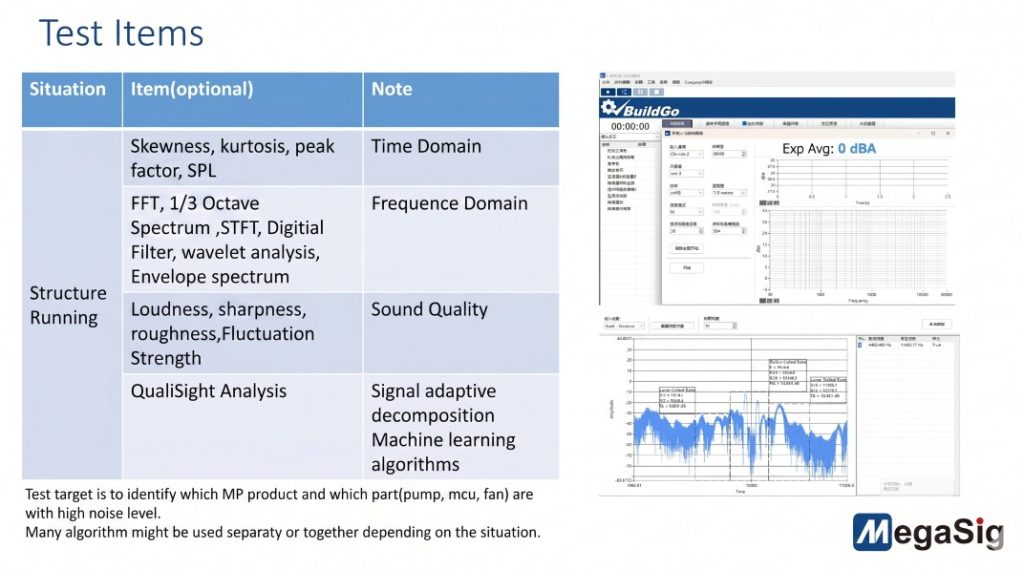
III. Core Test Items and Algorithm Analysis
In order to comprehensively capture and classify various abnormal noises from fans and motors, the system has adopted multi-dimensional algorithm analysis.
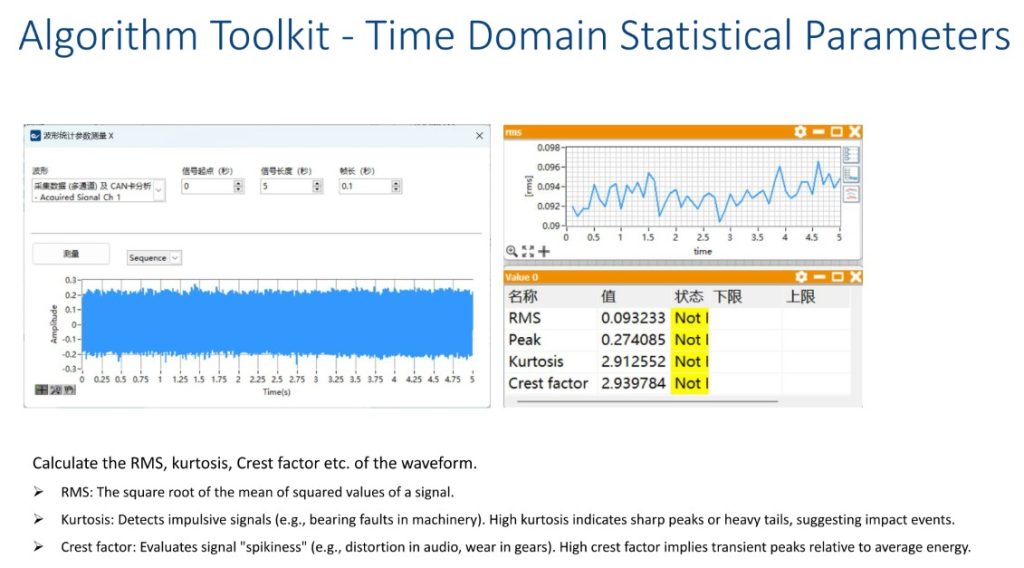
1. Time Domain Statistical Parameters
Statistical features are extracted directly from the original waveform to quickly determine the stability of the structure’s operation.
- RMS (Root Mean Square): The square root of the signal’s squared mean, reflecting the overall average energy of the sound.
- Kurtosis: Used to detect pulse signals (e.g., mechanical bearing failure). Kurtosis indicates that the signal has a sharp peak or heavy tail, suggesting an internal shock event.
- Crest factor: assesses the “sharpness” of a signal (such as gear wear). A high crest factor indicates a large transient peak value relative to the average energy.
2. Frequency Domain & Advanced Signal Processing
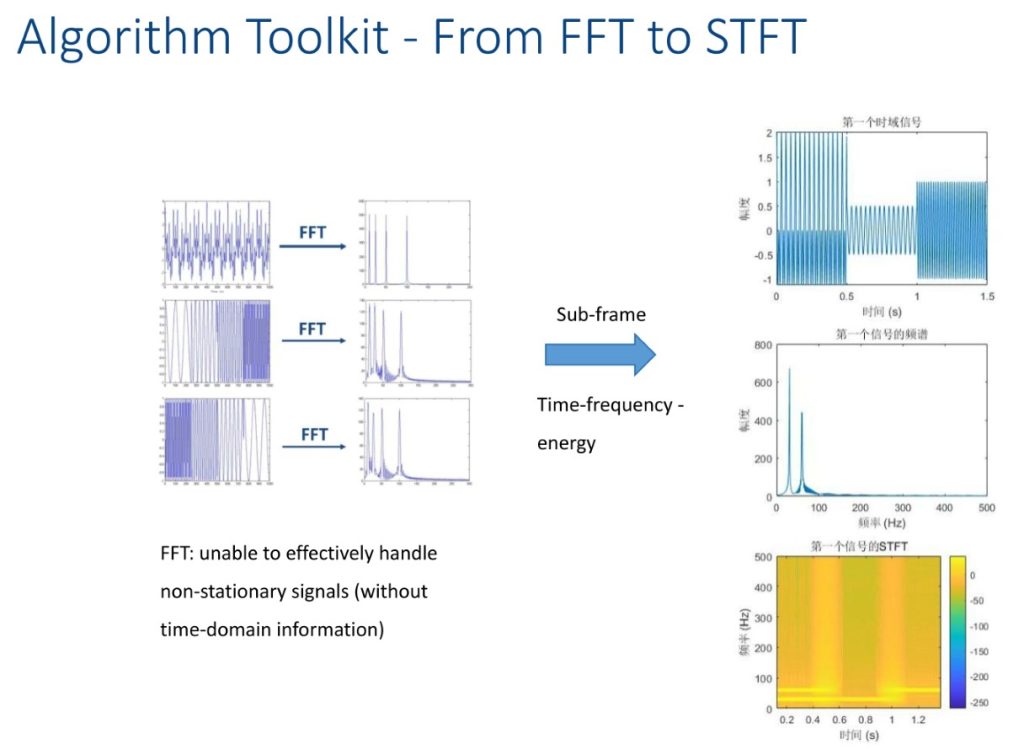
Traditional FFT (Fast Fourier Transform) cannot effectively handle “non-steady-state signals” because it lacks time-dimensional information. Therefore, we introduce advanced time-frequency analysis:
- STFT (Short Time Fourier Transform): STFT provides three-dimensional subframe information in terms of time, frequency, and energy. Through the STFT spectrogram, we can accurately map sudden abnormal sounds perceived by human hearing onto the time and frequency axes, preparing for subsequent feature extraction.
- Digital Filter and Envelope Spectrum: The impact characteristics of rotating machinery are typically concentrated in specific frequency bands. The system allows for the design of bandpass filters (e.g., the 7 kHz – 9 kHz band) to filter out unwanted frequency components, avoiding feature blurring and distortion. Subsequently, through envelope spectrum analysis, we can calculate the number of burst signal changes per second and their energy (e.g., accurately identifying the periodic impact frequency of 13 times per second), which is highly consistent with the logic of rotating machinery fault diagnosis.
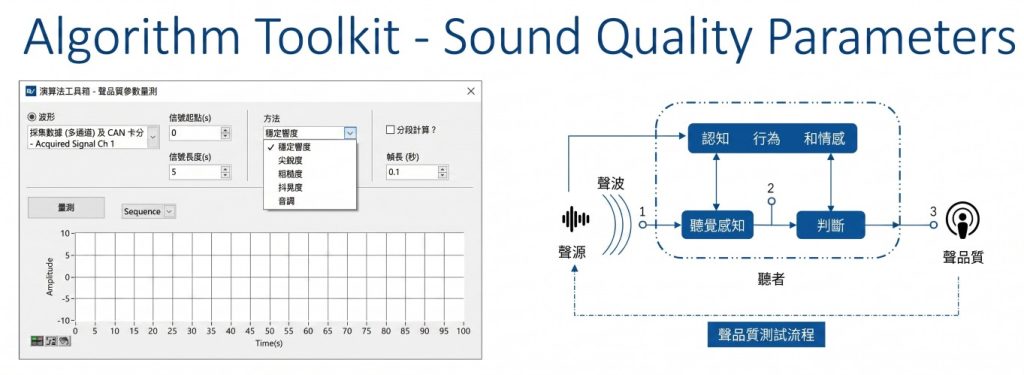
3. Sound Quality Parameters
Sound quality testing is not simply about measuring the physical quantities of sound waves, but also about establishing the connection between sound waves and “human auditory perception, cognition and emotion”, and studying what sounds make people feel irritated or comfortable.
- Loudness: Describes the human ear’s perception of sound intensity. Although it is related to sound pressure level (SPL), the relationship is not a simple linear one.
- Sharpness: Measures how “harsh” a sound is. High-sharpness sounds are unpleasant, while low-sharpness sounds softer.
- Roughness: Measures the roughness of a sound and is closely related to the frequency variation, modulation, and waveform characteristics of the sound.
- Fluctuation Strength refers to the effect of changes in sound amplitude caused by low-frequency modulation on human auditory perception.
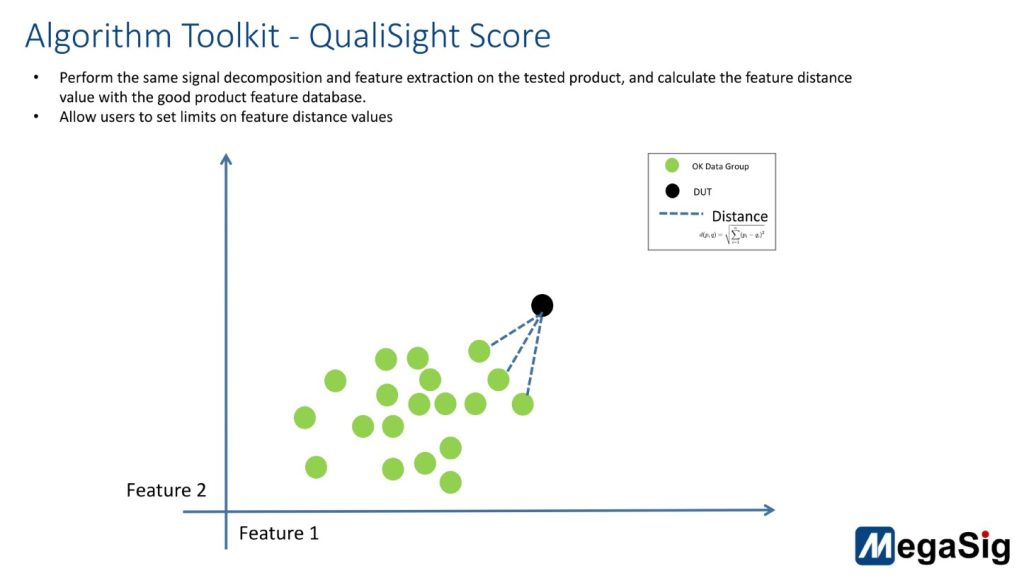
4. QualiSight Machine Learning
After the above-mentioned adaptive signal decomposition (extracting time-domain and frequency-domain sub-features), the system will use the QualiSight machine learning algorithm to make the final automated judgment:
- Establishing the Golden Data Generation: The system first collects a large number of samples known to be “good” to establish a set of OK feature databases.
- Feature Distance Calculation (QualiSight Score): For the Device Under Test (DUT) on the production line, the system extracts the same features and calculates the “feature distance” between the features of the DUT and the OK database group. The Euclidean distance calculation formula is :
- Automatic judgment: Allows users to set acceptable limits for feature distances. Once the distance of the DUT exceeds the allowable range of the good product group, the system will judge it as a defective product.
Are you evaluating fan noise testing? Through the deep integration of MegaSig’s high signal-to-noise ratio hardware and intelligent algorithms, this testing solution will help your team accurately control the acoustic quality and shipment reliability of your products within a very short testing cycle. Feel free to contact us for technical discussions.