{kind=link}
I. Overview
In the global supply chain of consumer electronics audio products, NPI (New Product Introduction) is a crucial stage that determines the success of a product. Taiwanese electronics manufacturing services (EMS/ODM) has long developed a classic model of “Taiwanese R&D and pilot production, and overseas mass production.” However, in recent years, with the rise of geopolitics and regional economies, shifting some pilot production stages overseas has gradually become an important strategy for companies to diversify risks.
II. NPI of Audio Products
NPI (New Product Introduction) is a complete process of transforming a newly developed product into a mass-produced and marketable product. Its core role is to act as a bridge between the manufacturing plant and the research and development (R&D) unit . For audio products (such as headphones, smart speakers, and wearable devices), this process involves not only the assembly of electronic circuits but also ensuring that precise acoustic parameters (such as frequency response, distortion, and phase) remain consistent even with production volumes often reaching tens of thousands.
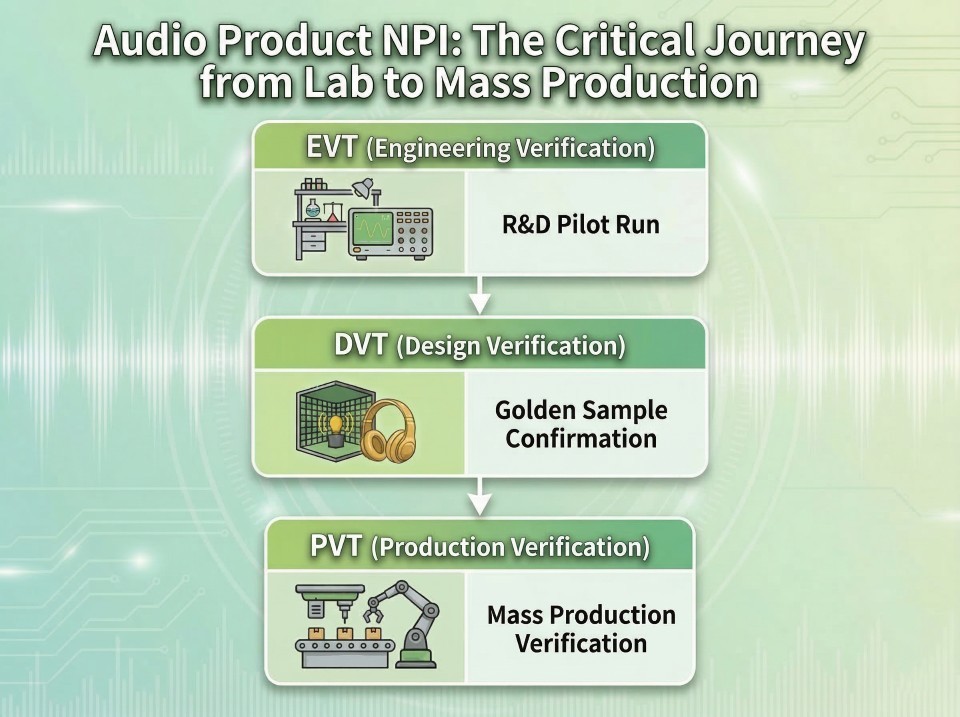
The development process of audio products is typically divided into three pilot production phases, with each phase focusing on different aspects of acoustic testing:
1. EVT (Engineering Verification Test)
This phase focuses on verifying the integrity of the acoustic architecture .
- Key objectives : Test whether the acoustic cavity design can achieve the expected frequency response, and fine-tune digital signal processing (DSP) algorithms (such as ANC noise reduction or Echo Cancellation).
- Common characteristics : These are often carried out in R&D centers or headquarters laboratories so that engineers can modify the design in real time.
2. DVT (Design Verification Test)
This stage involves acoustic performance testing of the formal mold .
- Key focus : Verify the impact of mass-produced housings using official molds on sound quality, and ensure that air tightness and acoustic performance meet specifications.
- Key output : Establish a “Golden Sample” at this stage as the pass/fail criterion for subsequent mass production.
3. PVT (Production Verification Test)
This stage involves stress testing in a formal mass production environment .
- Key focus : Verify whether the production line equipment and operators at overseas mass production bases (such as Vietnam and India) can achieve the target takt time.
- Key challenge : Eliminating background noise interference in precise measurements in noisy factory environments through acoustic shielding boxes and efficient test scripts.
III. Trial Production in Taiwan vs. Trial Production Overseas
For consumer audio products, companies typically choose different pilot production strategies based on their R&D capabilities, supply chain layout, and product confidentiality. The following is a comparison of the advantages of two common models from an electroacoustic engineering perspective:
Model 1: Taiwan-based pilot production, overseas mass production (Taiwan-based NPI, Overseas Mass Production)
This model typically involves conducting the EVT and DVT phases at the Taiwan headquarters or Taiwan factory. Once the testing system, fixtures, and testing standards are fully established, the entire set of equipment and SOPs are then replicated to factories overseas (such as mainland China and Southeast Asia) for PVT and MP.
Advantages analysis:
- Extremely short engineering feedback loop: R&D engineers and the pilot production line are typically only one or two hours apart by car. When mechanical interference or audio noise floor is found to be inconsistent with expectations during the pilot production process, R&D personnel can immediately go to the site to troubleshoot, greatly shortening the “fix and retry” cycle.
- Top-tier global supply chain density: Northern Taiwan (Taipei, New Taipei, Taoyuan, and Hsinchu) boasts a world-class precision parts supply system, capable of providing samples for adjustments in real time, from PCB substrates, micro microphones (MEMS), high-end voice coil components to structural parts.
- Intellectual Property (IP) and Core Process Protection: For high-end audio products or those with proprietary algorithms, keeping key software burning and precision acoustic tuning processes in Taiwan can effectively reduce the risk of core technology leakage.
- Establish “Copy Exact” standard specifications: Create a “Golden Sample” and standard test scripts in Taiwan. Once the production line in Taiwan achieves the target take-time and yield, overseas factories only need to “exactly replicate” it, reducing the technical barriers in the early stages of setting up overseas factories.
Mode 2: Overseas NPI and Mass Production
This model refers to the R&D team completing the design drawings and preliminary prototypes, and then directly dispatching the NPI team to overseas contract manufacturers (such as in South China or Vietnam) to complete all stages from EVT, DVT, PVT to MP locally.
Advantages analysis:
- Reduce tariffs and logistics costs: Conducting NPI directly overseas can avoid import taxes and international shipping costs incurred when prototypes travel between countries, especially for larger in-vehicle multimedia (head unit) or large smart speaker products.
- Shorten time-to-market: For regional markets (such as Southeast Asia or North America), direct overseas trial production can save the time of cross-border technology transfer, and the product can directly enter the sales channel from the local DVT/PVT stage.
- Developing local engineering capabilities and talent retention: Establishing NPI teams overseas can enhance the local plant’s control over technology, transforming it from a simple “processing plant” into a “technology center” with problem-solving capabilities.
- Avoiding geopolitical and supply chain risks: If Taiwan experiences natural disasters or political changes, companies with overseas NPI capabilities can maintain uninterrupted product development and increase supply chain resilience.
IV. Real-world Cases
(A) Adopting publicly available cases of “trial production in Taiwan and mass production overseas”
1. Merry Electronics – High-end Gaming and Noise-Canceling Headphones. As a globally renowned manufacturer of electroacoustic components and headphones, Merry boasts a state-of-the-art electroacoustic R&D center and anechoic chamber at its Taichung headquarters. For many high-end headphone projects from European and American brands (such as Bose and Logitech), Merry first conducts EVT and DVT in Taiwan. The acoustic team in Taiwan completes rigorous sound quality tuning and microphone array sound pickup tests, establishing the sealing standards of the test fixtures. Then, the entire testing system and fixtures are transferred to the Shenzhen, China factory or the Thailand factory for PVT and large-scale mass production.
2. ASUS – ROG Series Gaming Headsets: ASUS’s ROG series emphasizes the ultimate gaming experience, featuring sophisticated AI noise-canceling microphones and multi-channel virtual surround sound technology. ASUS’s NPI team and acoustic R&D are primarily located at its Taipei headquarters. During product development, they conduct assembly and audio testing in their own laboratories and pilot production lines in Taiwan to ensure the software algorithms and hardware acoustic chambers are correctly matched before outsourcing mass production to contract manufacturers in China (such as Luxshare or Goertek), ensuring that core sound tuning technologies remain in Taiwan.
3. Inventec – Smart Speaker Products: Inventec is a major global OEM partner for smart speakers (such as the Apple HomePod series and Sonos). Smart speakers feature complex multi-microphone arrays, requiring large automated soundproof enclosures and multi-channel analyzers for testing. Inventec typically completes audio-grade acoustic design verification and initial pilot production (NPI implementation) at its R&D center in Taiwan. After resolving mechanical challenges such as high-frequency distortion and low-frequency resonance, the standardized test station design is then replicated to its factories in China (such as the Pudong plant) or Vietnam for mass production at the million-unit level.
(B) Publicly available cases of “overseas pilot production and overseas mass production”
1. Goertek – Apple AirPods Series: Goertek is a global giant in TWS earphone manufacturing. For products like AirPods with massive shipment volumes and rapid iterations, Apple engineers are typically stationed directly at Goertek’s super factories in Weifang, China, or Vietnam. From early prototyping in the EVT stage to fixture verification in DVT, and then to million-level trial production in PVT, everything is completed within the same factory. This model maximizes the use of the vast local engineering resources and the surrounding precision mold supply chain, resolving acoustic testing bottlenecks on the production line as quickly as possible.
2. Luxshare Precision (Luxshare ICT) – Wireless Headphones and Acoustic Modules for Major Brands. Luxshare is renowned for its strong vertical integration capabilities in the consumer electronics OEM field. When many international audio brands (such as Sony and JBL) place orders with Luxshare, Luxshare utilizes its vast bases in Dongguan and Kunshan to conduct overseas pilot production directly. They can simultaneously handle the manufacturing of miniature speaker drivers, SMT assembly, and even the final acoustic testing of the entire device within their factories. Completing the NPI to MP process within the same factory minimizes logistics time, a significant advantage for cost-sensitive consumer audio products.
3. Foxconn – Amazon Echo Smart Speaker: For large-scale internet hardware products like Amazon’s, Foxconn typically leverages its NPI (Neural Processing) center in Shenzhen, China (Longhua/Guanlan plant area) to directly connect with customers. Amazon’s hardware team provides concept designs to Foxconn, while subsequent acoustic structure prototyping and microphone array testing fixture development (including the selection of sound-absorbing materials and the customization of isolation boxes) are all executed locally in the overseas plants by the large NPI team and directly implemented into mass production, thereby achieving ultimate cost control and time to market.
V. Conclusion
Whether pilot production is chosen in Taiwan or overseas, the core challenge for acoustic engineers and production line managers lies in the “consistency of testing standards.” To ensure a smooth transition of NPI to mass production, it is necessary not only to introduce flexible and highly stable testing software, but also to pair it with suitable sensors and isolation environments, coupled with excellent cost management and professional technical support. This is the best engineering practice for audio product NPI.
No matter what stage of NPI we are in, Euphontech can provide the most suitable solution. Please feel free to contact us for technical exchanges.